18949568948
�������ܸ��l���ܙC�M��ُ����ע�����
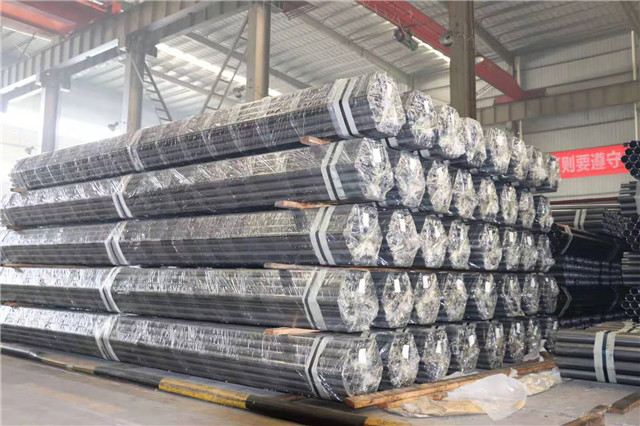
�������l��������(ERW䓹�)�����a�^����Ҫȡ�Q�ڮaƷ����͡���ԭ���ϵ���Ʒ����Ҫһϵ�еĹ�ˇ���@Щ��ˇ�������Ҫ���N�����ęCе�O�䡣���ӡ�늚���ơ��yԇ�O�䡣���ԣ��ڸ��l�������a�У������������|����ʲôӰ�?
����1.���Ӊ�����
�������Ӊ����Ǻ��ӹ�ˇ����Ҫ����֮һ�������ɂȼӟ������ӜضȺ��ڔD���������������γ���ͨ�����w��������Y�����a�����ӡ����Ӊ���Ӱ푺��p�ď��Ⱥ��g�ԡ���ʩ�ӵĺ��Ӊ����^С�r�����ٺ��p������ȫ���ơ����ډ����^�ͣ����p�К����ķǽ��يA�s��ͽ��������ﲻ���ų������p���Ƚ��ͣ����ӏ��������_��;�������^�ߕr��������_�����ӜضȵĽ��ٱ��D�����@���H�����˺��p�ď��ȣ�߀���a���^��ă���ë�̻�Ѻ���ȱ�ݡ���ˣ��ڌ��`�У���������ͬ��Ҏ��@�úõĺ��Ӊ�����
�������ӔD��������׃�������漰�������Ⱥͺ�ȵĿ��ܹ���Լ����ӜضȺͺ����ٶȵIJ��ӡ����ӔD����һ��ͨ�^�{���D��݁�g�������ƣ�Ҳ����ͨ�^�D��݁��ǰ��������ơ�
����2.�����ٶȡ�
���������ٶ�Ҳ�Ǻ����^���е���Ҫ����֮һ�����c�ӟ�ϵ�y���P�����p��׃���ٶȺ���Y���ٶȡ��ڸ��l�����У������|���S�������ٶȵ���߶���ߡ��@�����ӟ�r�g�s����߅���ӟ�^��Č��ȣ��s�����γɽ���������ĕr�g���������ٶȽ��͕r�����H�ӟ�^��׃���������ۻ��^��Č���Ҳ�Sݔ�������׃����׃�������Ȳ�ë�������ٺ��ӕr��ݔ�����С���������y���������ѭҎ����ֵ�����Ӻ����׳��Fȱ�ݡ�
�������ԣ��ڸ��l�����У���������ͬ��Ҏ���x����m�ĺ����ٶȣ����Cе�O��ͺ����O�����S�ĺ����ٶ������ġ�
����3.���_�Ƕȡ�
�����_����ָ�D��݁ǰ�����܃ɂȵĊA�ǡ��_���cȼ���^�̵ķ��������P���������|���кܴ�Ӱ푡����ǶȜpС�r��߅��֮�g�ľ��xҲ���pС���Ķ���������Ч�����������l����ͬ����r�£��������߅���ļӟ�ضȣ��Ķ���ߺ����ٶȡ��������^С�r���D��݁�ĽӺ��c�c���ľ�֮�g�ľ��x�����L������߅���ڜض��²������D�����Ķ����ͺ����|�������ӹ��ġ�

��һ�� �Pע�֙Cվ
















 �ھ��ͷ�
�ھ��ͷ�
