18949568948
��������ȫ��©��̽��
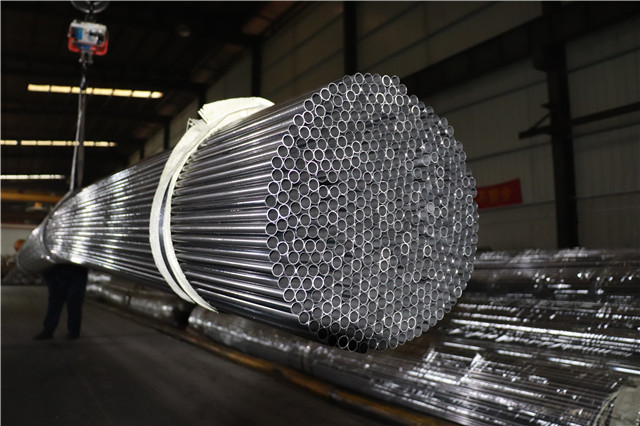
����©��̽����ָͨ�^�z�y©�ň��l�Fȱ�ݵğo�p�z�y���g�����F�Ų��ϱ��Ż��������ͽ�����ȱ���ڲ��ϱ����γ�©�ň���
����©�řz�y���ܵ������BҪ�ߣ��z�y��ȴV�������ڇ��⺸�ܙz�y�У�������ʯ�ͺ��ܙz�y�ڇ��ȵõ��V�����á�
���������a�z�y�У����˹������ˆT�����⣬߀����©�řz�y�o���z�y�������ڴ�ĬF���@�c�x����̽�^���ܡ�ȱ�ݳߴ���Π����P��
�����������`���P�߿��Y��Ӱ푺���ȫ���w©��̽�����ȵ���Ҫ�������¡�
����(1)�Ż�����
�������Ż������^�͕r��©�ň��^С�����Ӿ���;���ŸБ������_���ֵ��80%���ҕr���S���Ż����ȵ����ӣ�ȱ��©�ň��ķ�ֵ��Ѹ�����ӡ�Ȼ�������F�Ų����M���͠�B�r���ⲿ�Ż����ȵ����ӌ�ȱ�ݴň����ȵ�Ӱ푲�����ˣ���·���OӋ���M����ʹ���y���Ͻӽ�ʹŻ���
����ȱ�ݵķ���λ�úͳߴ�(2)
��������ƽ�洹ֱ�ڴŻ��ň�����r��ȱ�ݷ���©�řz�y�����кܴ�Ӱ푣��a����©�ň�����
����ͬ�ӵ�ȱ��λ�ڹܵ�����r��©�ň����S����������Ӷ���u�pС������������r��©�ň�څ�ڞ��㡣��ˣ������ڙz�y�ĺ��ܱں�һ���6~15����;�ڽ����`���ȵ���r�£����ԙz�y�ں��20mm��
����ȱ�ݵĴ�С��©�ň�Ҳ�кܴ��Ӱ푡���ȱ������ͬ����Ȳ�ͬ�r��©�ň����S��ȱ����ȵ����Ӷ����ӣ�������һ�������Ȏ��ɞ�ֱ���Pϵ��
����ȱ���Ȍ�©�ň���Ӱ푲��dž��{��׃������ȱ���Ⱥ�С�r��©�ň��S�����ȵ����Ӷ����ӡ����Ǯ������^��r���������ӣ�©�ň������½���
����(3)���xֵ
���������xֵ���^�Ѽy���ȵ�2���r��©�ň����ȕ��S�����x�߶ȵ����Ӷ�Ѹ���½���
����������֧�ܵ��OӋҪʹ̽�^�ڱ��z�y䓹ܱ������r�����xֵ���ֺ㶨��һ��С��2mm����ȡ1mm��
����(4)̽���ٶ�
����̽���r���M�����ք����M�У��ٶȲ�ͬ������©����̖�Πͬ����һ�㲻������`�С�
����(5)���ܱ����|��
�������ܱ����Ϳ�ϵ�Ϳ�Ӻ�Ȍ�̽���`�����кܴ�Ӱ푣��S��Ϳ�Ӻ�ȵ����ӣ�̽���`���ȼ����½���
������Ŀǰ�ăx�����ܶ��ԣ���Ϳ�Ӻ�ȡ�6mm�r���џo���@����Ч��ȱ���R�e��̖��
�������ں��ܱ���ֲڶȵIJ�ͬ���������c���z��������xֵ���l���ӑB׃�����Ķ�Ӱ�̽���`���ȵ�һ���ԣ�ͬ�r߀������ϵ�y��Ӷ��a���������Ҫ�z�y���ܱ��摪�M����ƽ����
������̽���^���У����ܱ��������Ƥ���F�P���s��Ҳ���ܮa������̖�������r�_�J��͙z��

��һ�� �Pע�֙Cվ
















 �ھ��ͷ�
�ھ��ͷ�
