�gӭ���Rʏ���������l��������˾�W(w��ng)վ��
18949568948
�������ܺ��p����̽�����g(sh��)Ԕ��
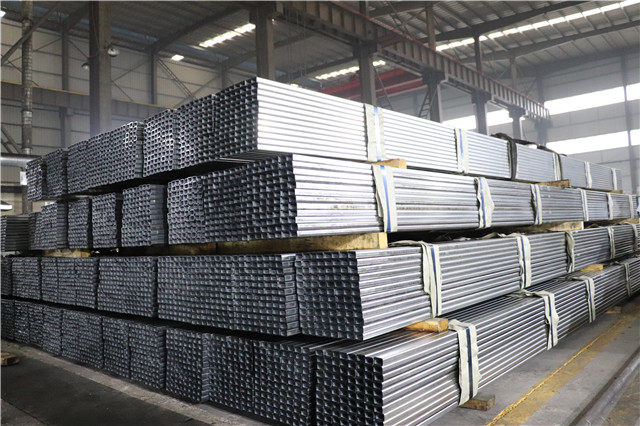
�������p�x��̽�������ɂ���݁������̽���^(q��)���������D(zhu��n)��݁����䓹ܺ��p�ք�(d��ng)���D(zhu��n)����݁�Ϻ��p��ijһ�c(di��n)��
����̽��܇�\(y��n)�Еr(sh��)��ÿ�M̽�^��������t���ں����ϡ�̽������τ����麸�����a(ch��n)�����黯Һ��������̖(h��o)�Ԅ�(d��ng)�����ں��p�̓ɂ�(c��)��
�������ڳ��x��ϵ�y(t��ng)������ˮ��Ϳ���֮���pƫ���Ӱ�׃�÷dz���Ҫ����ˣ��ں��p�x���z�y(c��)�У����ܺ��p�v��ȱ�ݙz�y(c��)���ÃɽM6��(g��)̽�^��ÿ�M3��(g��)̽�^���ֲ��ں��p�ɂ�(c��)���p��z�y(c��)����ռ6��(g��)ͨ���������z�y(c��)���ں��pŤ�D(zhu��n)(ƫ�x)15��������(n��i)�M(j��n)�С�
�������p��ֱ����12.7��(g��)��ֱ̽�^̽�����w����mm(���p�ɂ�(c��)��6.4mm)�����p����ں��p��ֱ����12.7mm���ą^(q��)���(n��i)�oä�^(q��)���w��
����䓹ܺ��p������Ť�D(zhu��n)(ƫ�x)Ҳ��(y��ng)���]���p�M��ȱ�ݺ��c(di��n)��ȱ�ݵęz�y(c��)��
������ˣ�ʹ�ÃɽM6��(g��)̽�^��ÿ�M3��(g��)̽�^��ǰ��ֲ�����ʹ���pŤ�D(zhu��n)(ƫ�x)��̽�^Ҳ���ܸ��w̽���^(q��)�����ڸ��w��e�������Ԍ�(du��)���p������5�����M(j��n)���M(j��n)�Йz�飬��(sh��)�F(xi��n)ȫ���p���p���w�z�飬���õر��C�˙z�y(c��)�|(zh��)���Ŀ��ƾ��ȡ��M��̽�^ռ��6��(g��)ͨ�����O(sh��)�係��ռ��12��(g��)ͨ����
�������ֹ̽�^ĥ�p���^���ȵp��̽�^�c���ܵ�ֱ�ӽ��|��䓹���I(y��)�c̽���O(sh��)�����a(ch��n)�аl(f��)�C(j��)��(g��u)��ͬ�O(sh��)Ӌ(j��)�о���̽ѥ�c̽�^������(j��)���M(j��n)��
�����ڙz�y(c��)�O(sh��)�������(j��)�У������(sh��)���������̲����x���z�y(c��)PLC+���I(y��)���ƙC(j��)�Ŀ���ģʽ��������O(sh��)����ƾ��ȣ�����ܶ�ä�c(di��n)�������(sh��)�z�y(c��)ϵ�y(t��ng)ʹ�óɌ�(du��)̽�^�M(j��n)����ϱO(ji��n)�y(c��)���ɂ�(g��)̽�^�γ�һ��(du��)����(du��)�Qλ�ں��p�ɂ�(c��)���|�l(f��)�r(sh��)�g��ͬ��
��������һ�N�����؏�(f��)�l���������|�l(f��)�ģ���һ�N�����|�l(f��)֮ǰ���t1/2���؏�(f��)�l�����ڡ�
����������F(xi��n)���ã��@��(du��)̽�^�е�һ��(du��)���؏�(f��)�l�����ڕr(sh��)��(y��ng)�ܽ��յ���һ��(g��)�l(f��)����̖(h��o)��
�����@һ���֕r(sh��)����ϱO(ji��n)�y(c��)�����������Թ�(ji��)ʡ̽���ٶȺͷ����r(sh��)�g������(zh��n)�_�����r(sh��)�رO(ji��n)�y(c��)ȱ�ݵ�λ�úʹ�С�����̽��Ч�ʡ�
������(y��n)���Дຸ�p�ֹ�̽���x�����p̽�����l(f��)�F(xi��n)��ȱ�ݣ�Ҫͨ�^�ֹ�̽�����_�J(r��n)��
�����ք�(d��ng)�z��_�J(r��n)ǰ����(y��ng)��(du��)���p�͙z�y(c��)�����M(j��n)�����^�z�飬���^�|(zh��)����(y��ng)�������P(gu��n)��(bi��o)��(zh��n)�����p�ɂ�(c��)�͙z�y(c��)����Π��(y��ng)Ӱ�ȱ�ݵęz�y(c��)����t��(y��ng)�M(j��n)����ĥ;
�����z�(y��n)�ˆTҪ�z��z�y(c��)�O(sh��)�䣬�x���ĔR��λ�ã������Ƿ����_����τ����z�y(c��)���^�Ƿ����_��
�����ֹ��z���_ʼǰ����(y��ng)��(du��)�z���O(sh��)���M(j��n)�Йz�飬һ�Ιz����3�Ιz�顣���Ιz�錢��4С�r(sh��)��(n��i)�M(j��n)�У��z��Y(ji��)�����ٴΙz��̽���O(sh��)�䡣
�������pλ�����_���ں��p�ɂ�(c��)Ϳ����τ�(�黯Һ)�M(j��n)����ʽ̽��;
�������p̽�����ϸ��䓹ܣ�����ȱ�ݵĵط����Ø�(bi��o)ӛ��������Ԕ��(x��)ӛ䛡�
����©��̽���`���ȸߣ����Ժܺõ^(q��)�ֺ��܃�(n��i)��ڵ�ȱ�ݣ������L(zh��ng)���w����ں����©��̽������Ҫ�M(j��n)������̎����
�����u��̽���z�y(c��)�ٶȿ죬������څ�wЧ��(y��ng)�����ƣ��y�l(f��)�F(xi��n)������̎��ȱ�ݡ�
�������z�y(c��)���Йz�y(c��)��������(qi��ng)��ȱ�ݶ�λ��(zh��n)�_���ɱ��͡��ٶȿ�����c(di��n)�����z�y(c��)������Ҫ���(���h����ˮĤ������ˮ�����M(j��n)�����)���ڱ�����(y��n)���h(hu��n)������Ϻ������׃��Y(ji��)���o�z�y(c��)�����������㡣
���������(xi��ng)Ŀ���O(sh��)�ͺ������a(ch��n)�У�̽���������O(sh��)���x�ͺ�ˇ���g(sh��)��(y��ng)����(j��)���ܵ����c(di��n)���|(zh��)��Ҫ��(zh��)�И�(bi��o)��(zh��n)����I(y��)��(j��ng)��(j��)�l���C�Ͽ��]��
NEWS

��һ�� �P(gu��n)ע�֙C(j��)վ







")








 �ھ��ͷ�
�ھ��ͷ�
