18949568948
�����ۺ����ӷ�����B
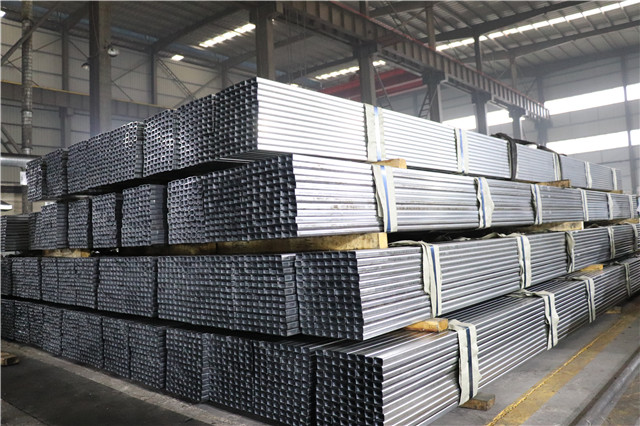
����1�⺸
��������������ȼ����ȼ���w�a���ğ������ۻ�ĸ�ĺ���̎�����F�B�ӵ��ۺ����������w������һ�N�Ԛ��w������Դ�ĺ��ӷ��������õ�������Ȳ���ȼ�ϵ�����Ȳ���档�����O��������Σ����w���Ӽӟ��ٶȺ����a�ʵͣ���Ӱ푅^����������^��׃�Ρ����w���ӿ����ں����S���ɫ���١���ɫ���ٺͺϽ�
������ȼ���w����Ȳ��Һ��ʯ�͚�ȡ����磬��Ȳ��������ȼ���r�������ضȿ��_3200�档�����N����Ȳ���棺
�����������棺���c��Ȳ�w�e�Ļ�ϱȞ�1����Ȳ���ȼ�����m����̼䓺ͷ��F�Ͻ�ĺ��ӡ�
������̼���棺���c��Ȳ�w�e��ϱ�С��1����Ȳ�^ʣ���m���ں��Ӹ�̼䓡��T�F����䓡�
�������������棺���c��Ȳ�w�e�Ļ�ϱȴ���1.2�����^�࣬�m�����S�~�����~���F����
�������w���ӻ���ضȵͣ��ӟ��ٶ������ӟ�^�����ӟ�Ӱ푅^������׃�δ����^�������ڽ��ٱ��o������|���y�Ա��C����˺���ʹ�á������w���Ӿ��Пo�Դ���O�了�Ρ��ɱ��͡��Ƅӷ��㡢ͨ���ԏ������c������ڟo�Դ���Ϻ�Ұ����r���Ќ��Ãrֵ��Ŀǰ��Ҫ���ڱ�䓰�(���0.5)��3mm)���~���~�ϽӼ��T�F�a����
����2�≺��
�����≺���Ӻ͚≺����һ�ӣ��≺����Ҳ�Ԛ��w������Դ�����ӕr�����Ɍ��ӹ����Ķ˲��ӟᵽһ���ضȣ�Ȼ��ʩ�����ĉ����ԫ@���ι̵Ľ��^������һ�N���ຸ�ӡ��≺���ӳ������F܉���Ӻ�䓽�ӣ��o�������١�
����3�����
�������������һ�N���������������Դ�ĺ��ӷ��������ӹ�ˇ�ڃɂ���������̓ɂ�ˮ���~���K�γɵ��b���g϶���M�С����ӕr�������˲�ͨ�^���ͨ�^�����a���������ۻ����������ӕrʹ�õ�늘O�Π������ӷ֞�z�O������ӡ���O������Ӻ�����������ӡ�
����������ӵ����c:��������ӵĺ����^���У����˳�ʼ�A�ε�늻��^���⣬����Ƿ���������^�̣��c���б��|�^�e��
����������ӵă��c��:�ɺ�������ȴ�(��30mm��1000mm����)�����a�ʸߡ���Ҫ���ں��Ӕ�����^�Ͷ��ֽ��^��������ӿ����ں��Ӹ��N䓽Y����Ҳ�����ڽM�b�T����������������^�ӟ���s��������Ӱ푅^�����@�M���ִ���g�����Ӻ�һ����Ҫ�M������̎����

��һ�� �Pע�֙Cվ
















 �ھ��ͷ�
�ھ��ͷ�
